Basic Info.
Application
Steel Plate Beams Profiles Shot Blasting and Paint
Cleanliness
High Cleanliness
Certification
CE, CB, ETL, RoHS, UR
Use
Degreasing, Descaling / Stripping
Blast Media
Shot Steel/Shot Grit/Wire Cut etc
Dust Collector
Donaldson Filter Cartridge
Surface Finish
SA2.5 to SA3.0
Blast Cleaning Speed
0.5-4 M/Min
Coating Thickness
15-20 Micron
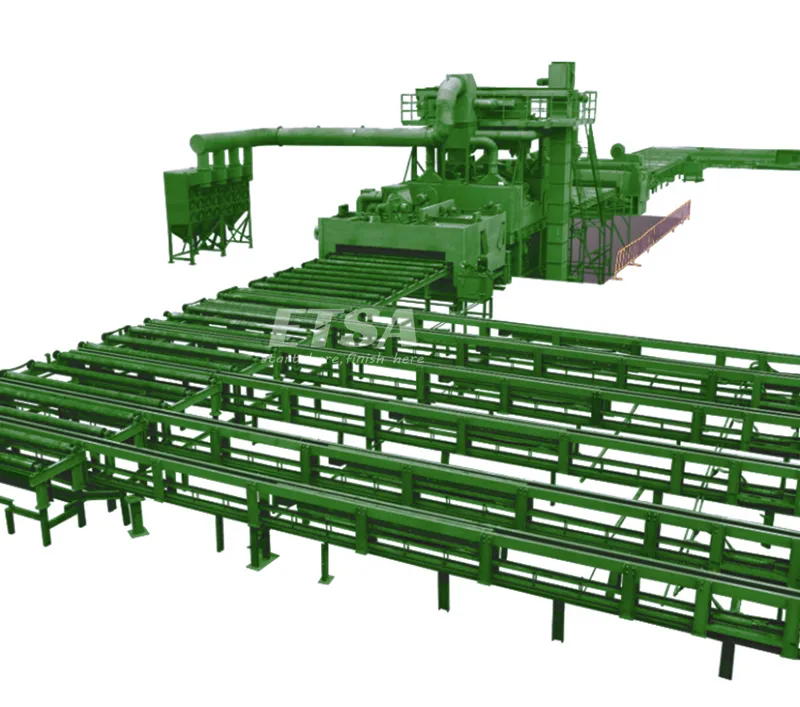
Product Description
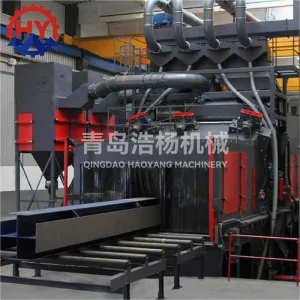
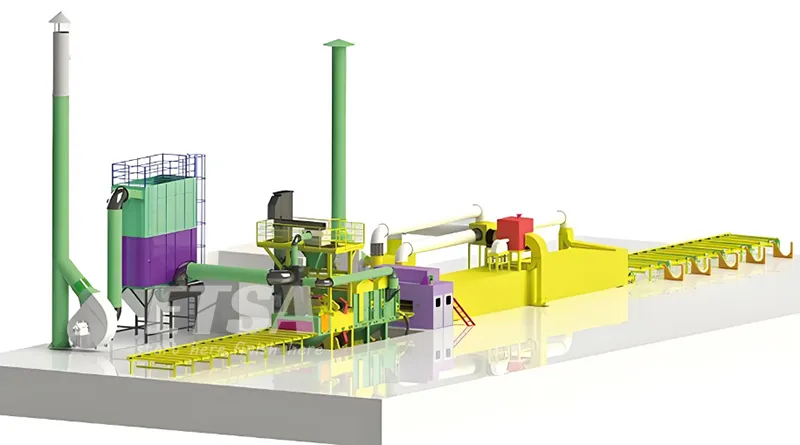
Shot Blasting and Priming Machine combine the blasting, coating and drying of workpieces such as sheet steel, profiles, pipes or steel structures in one automatic line. The machines are ideal when there is a lengthy manufacturing or storage time between blasting and final coating. In order to prevent rust returning, a weld primer is applied to provide corrosion resistance for weeks.
Blasting Chamber
Blasting chamber liner is manufactured completely from high manganese. High manganese has a property which is hard enough to deal with the shot blasting from 35HRC to more than 60HRC. They are attached from the outside and are easy to replace. To avoid shot leakage, several rubber layers or curtains are fitted in areas of heavy wear.
Abrasive Cleaning Up
To avoid blast media building upon long parts, rotation brushes remove the spent abrasive from the workpieces surface into a specially designed trough that has a screw conveyor taking the media back into circulation. Finally, any remaining media on the work pieces will be removed by the blow off station using high pressure ventilators.
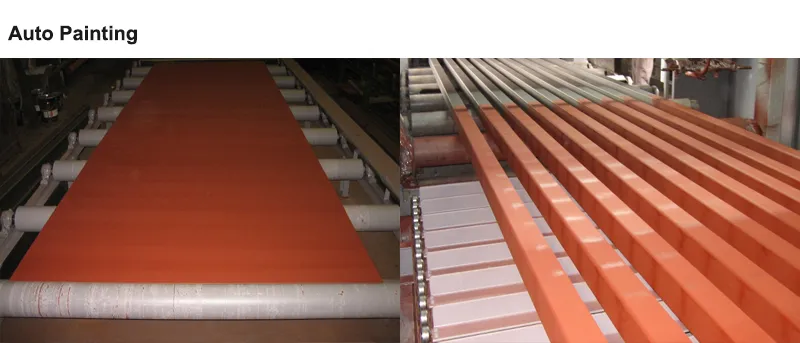
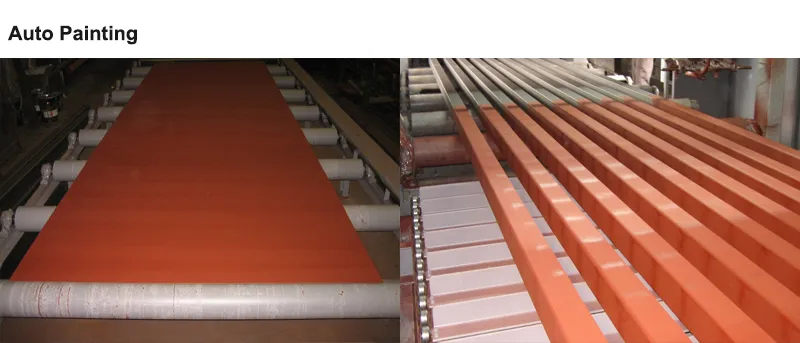
Spray Room
After shot blasting the metal roll goes to painting booth. The painting equipment provides the coating thickness of 15-20 micron. To avoid raw paint damage, the metal is transferred by a chain conveyor with bearing elements, providing minimal contact with the painted surface. Filtered exhaust air is emitted to the atmosphere via labyrinth filters.
Drying Room
The primer drying chamber works in recycling mode: heated air is fed from the preliminary drying chamber with 10-15% fresh air intake to prevent solvent oversaturation. The temperature from 30°C to 80°C is set according to primer type. Transportation is made by chain conveyor with bearing elements to protect the painted surface.
Product Parameters
| Type |
ETSA-PL 1500HD |
ETSA-PL 2000HD |
ETSA-PL 2500HD |
ETSA-PL 3000HD |
ETSA-PL 4000HD |
| Size of workpiece (mm) |
500 |
500 |
500 |
500 |
500 |
| Width of workpiece (mm) |
1500 |
2000 |
2500 |
3000 |
4000 |
| Work speed (m/min) |
1.5-4.5 |
1.8-5.0 |
1.0-3.0 |
0.8-2.5 |
0.8-2.0 |
| Number of blast wheels |
4 |
6 |
6 |
6 |
8 |
| Power per wheel (kW) |
11/15/18.5 |
11/15 |
11/15/18.5 |
15/18.5 |
11/15 |
| Roller pitch (mm) |
800 |
1000 |
1000 |
1000 |
1000 |
Detailed Photos
Frequently Asked Questions
What is the primary application of this preservation line?
The line is designed for shot blasting and priming of steel plates, beams, profiles, and steel structures to provide corrosion resistance during storage or long manufacturing periods.
What level of surface cleanliness can be achieved?
The machine achieves a high cleanliness surface finish level ranging from SA2.5 to SA3.0.
What is the standard coating thickness for the priming process?
The painting equipment typically provides a uniform coating thickness of 15 to 20 microns.
How is the painted surface protected during transport?
Transportation through the drying and painting zones is handled by a specialized chain conveyor with bearing elements that minimize contact with the painted surface.
What range of workpiece widths can the machine process?
Standard models can process widths from 1500mm up to 4000mm, with custom options available for widths up to 5000mm.
What is the temperature range for the drying chamber?
The temperature can be adjusted between 30°C and 80°C depending on the type of primer used.